![]()
![]()
愛知県刈谷市半城土町高林108番10

試作・開発提案
![]()
- HOME
- 試作・開発提案
図面検討から加工方法まで丁寧に提案します
検討段階やお見積りのご相談から、加工時のアドバイスまで、弊社の技術担当者が丁寧に提案します。
図面を確認し、加工方法や材料のご提案など、製品の仕様をお伺いした上で、長年蓄積した実績・ノウハウ・技術力を駆使し、ご提案致します。

Case1:数量を確保し専用ラインを構築。結果50%のコスト低減へ
●求める要件
- 送り箱のコスト低減ができること
- 生産能力の確保、品質向上ができること
●OGAKIEの解決提案
当初、2製品のみの依頼でしたが、送り箱・受け箱・付随部品も全て弊社で対応することで、生産数を確保しました。その後、類似の形状もしくは工程の品物を、一製品ごとに治具の段取りを行い、専用ラインを社内で構築。
- 1ライン目→6製品
- 2ライン目→3製品
上記の形で専用ライン化することで、全体で50%のコストダウンにつながりました。
※但し、数量を確保して頂くのが条件となります。

| サイズ | 315×275×260mm |
|---|---|
| 材質 | FC300 |
| ロット数 | 100個/月 ライン生産MAX400個/月 |
| 精度 | 径公差0.015 位置精度±0.01 幾何公差…直角度0.004、平行度0.012、同軸度Φ0.01 |
Case2:工程分散を行うことで、精度向上・ロット数確保を実現
●求める要件
依頼をしている数社の企業では、精度・生産数の保証ができない。
- 求める精度をクリアできること
- 生産数の確保ができること
●OGAKIEの解決提案
①開発打合せ
お客様先に訪問し、求める機能・精度を絞り込み、最適な加工方法を提案しました。その後、図面を引き直し再度トライを行いました。
②OGAKIEの工程分散
他社では、2工程で加工していましたが、弊社では6工程に分散させ専用ラインの構築を行いました。
また、精度維持が難しい部分を、各専用機で加工を行うことにより、高精度加工を実現。他社では手直し作業に時間を取られていたため、生産数の確保ができていませんでしたが、各工程での品質の造り込みにより、高精度加工を可能にしました。加えて、歩留まり向上・不良率ゼロも実現でき、数社で依頼していた工程を弊社で一本化しました。


| サイズ | 256×242×163mm |
|---|---|
| 材質 | FC300 |
| ロット数 | MAX200個/月(100個/月) |
| 精度 | 径公差0.02(内外径) 幾何公差…直角度0.01、真円度0.015、平行度0.01、平面度0.01、同軸度Φ0.01、対称度0.02 |
Case3:研磨から旋盤加工に変更。精度維持と40%コスト削減へ
●求める要件
研削で仕上げを行っている高精度な主軸部品の、コスト低減ができること
●OGAKIEの解決提案
依頼を頂いた部品が、工作機械の主軸部品でした。用途を確認すると、モーターの回転数を制御する部品であるため、焼嵌めした後研磨の工程が入ること、また、前工程で内径のみ高精度な仕上げが必要であることが分かりました。
そこで、設計者と打合せを行い、公差を必要最低限まで緩和することで、弊社の旋盤加工で精度保持が可能であると判明。結果、研削から旋削に加工方法の変更を行い、40%のコスト低減につながりました。
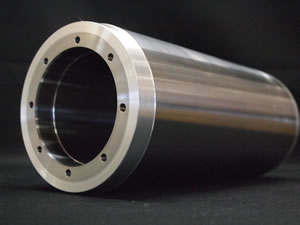
| サイズ | D114.5×254mm |
|---|---|
| 材質 | 積層鋼板 |
| ロット数 | MAX80個/月(平均40個/月) |
| 精度 | 径公差0.01 幾何公差0.01 |
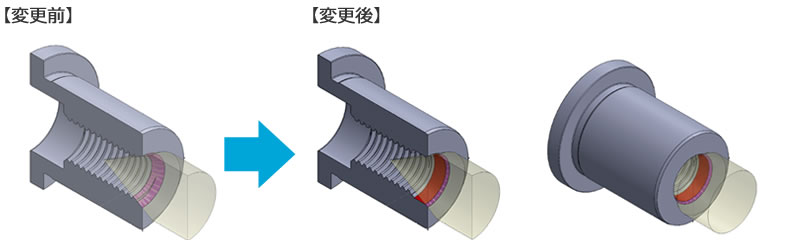
Case4:加工のみで高精度な品質を維持
●求める要件
加工時に出るバリを手作業で除去。品質にばらつきが出るので改善したい
●OGAKIEの解決提案
ローリングセンターを挿入し加工していますが、円筒の精度が良くないことや、ネジ山を切ると【変更前】図のピンク色部分にバリが出てしまい、手作業で除去をしているとのことでした。
そこで弊社では、【変更後】図のオレンジ色部分に「逃がし加工」を施し、ネジ部にローリングセンターが干渉しない様に座グリ加工(逃がし)を施しました。
結果、手作業の工程が省かれ、加工のみで高精度な品質維持を実現しました。